背景簡述:
輪胎制造行業在中國經濟發展中,特別是在汽車工業迅速發展的大背景下飛速發展,行業的總資產和銷售收入呈現快速增長趨勢。從未來發展市場看,據有關方面預測,2005年我國輪胎需求量將達到l.6億~l.7億只,2010年輪胎產量將達到2.5億只以上。隨著輪胎市場的不斷擴大以及消費者對輪胎質量要求的提高,對于輪胎制造廠商來說,高標準、高效率的生產系統已變得非常重要。因此,高品質的工控設備在輪胎制造業中應用越來越廣泛,甚至對于制造商來說,是否采用了高品質的工控設備已成為其生死存亡的大事。
輪胎制造流程:
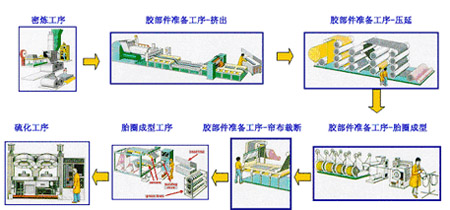
輪胎生產包括:密煉、擠出、壓延、胎圈成型、簾布裁斷、硫化等多個復雜的工序。
每一個工序都包括非常復雜的工藝過程。
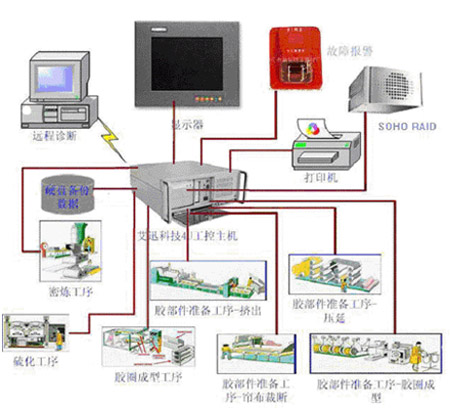
系統原理:
在輪胎生產的過程中,輪胎制造工控主機在接收到工藝參數后,將信號傳給密煉機、擠出機、壓延機、胎圈成型機、簾布裁斷機、硫化機等機器的可編程控制器(PLC),各可編程控制器再將信號通過其輸出口傳出,使機器在系統控制下執行整個密煉、擠出、壓延、胎圈成型、簾布裁斷、硫化等過程,完成工作。在密煉周期中的每個階段,主電機的速度由工藝參數設定。在密煉過程中可編程控制器記錄一些工藝數據及設備是否完好的情況,并將密煉數據傳給工控機作為工控機控制密煉動作及密煉周期結束的依據。同時,系統根據密煉情況自動調整擠出機的速度并自動將壓輥和擠出機頭間的壓力調整到設定值,隨著料斗中膠料的增加,擠出機的速度也加快,機頭壓力增加,壓延機也會自動增加速度,使壓力保持在設定值,直到擠出機的速度增加到最大,壓延機速度最大。當擠出機料斗的料位上升到上限時,擠出機會要求密煉機暫時停機,等料位下降到中位后,密煉機繼續工作。在膠部件準備工序中,壓延機將輪胎所需骨架材料壓入橡膠中,并根據工控主機預設定參數將橡膠壓制成一定形狀。在輪胎成型過程中,機器根據設定參數自動完成定長、裁斷、同步貼合、整形等工序,這樣輪胎就基本成型了。為了加強輪胎的耐磨、抗軋能力,需要進行硫化以增強輪胎的強度。輪胎在進行硫化時的壓強和溫度的變化直接影響輪胎硫化的質量,這就要求在輪胎進行硫化時,工控系統嚴格監測和控制硫化的溫度和壓強使之按照預設值進行,并在溫度和壓強不足時,采取自動延時硫化的方法進行溫度和壓強的補償。
硬件配置:
Axiomtek P4工控機客制化機器
AX6022/14GP7 (6*ISA/7*PCI/1*PICMG)
SBC81822VECD P4主板 w VGA/LAN
P4 2.8GHz
KingSton 512M DDR
40GB HDD 7200 / ATA 100
D-Link 530TX 10/100M
17 inch Crt Viewsonic screen (Black)
SOHO Raid SR-2500
SYBA Controller Card
HP Laserjet Printer 1320N
Network Printer Black/White
D-Link Network Hub
8 Port 10/100 Mbps