
摘要:介紹安迪 ADSD-S伺服驅動器" title="伺服驅動器">伺服驅動器在花紙復卷機上的應用案例。
關鍵詞:安迪伺服 、復卷機、張力控制、伺服驅動器
一、 引言
復卷機,是一種造紙專用設備,其用途是將造紙機生產出來的紙卷(稱為原紙卷)進行依次復卷,紙張經過復卷后做成成品紙出廠。目前,復卷機用交流傳動代替直流傳動在造紙機械行業中已成為發展趨勢。由于卷紙機卷得的紙卷比較松軟,內部可能會有破損或斷頭,兩側邊緣不整齊,紙幅寬度等多不能直接使用于紙加工或印刷等機器,大部分紙種(如新聞紙、凸版印刷紙、包裝紙等)必須經過復卷機切邊、分切、接頭、在紙卷芯上重卷形成一定規格、一定緊度要求的成品紙卷才能出廠。花紙復卷機就是將花紙的原料大紙卷復卷到成品紙卷的設備。該機是生產硬紙芯、軟紙芯、無紙芯等小卷筒紙(禮品紙、廣告紙等)的專用設備;.具有定長精度高,收卷整齊,操作簡便,外型美觀,性能穩定等特點.
二、 控制原理
該復卷機為方便操作采用觸摸屏和plc作為主控制器,在觸摸屏上可以設置卷紙的速度和卷紙的長度及數量等參數,方便使用;該設備的放卷采用變頻電機調速,控制放卷的速度;該設備的牽引和收卷部分采用伺服電機" title="伺服電機">伺服電機控制,用伺服電機帶動鏈條傳動系統,驅動聚酯傳料軸,定長傳送花紙,調節原料紙卷的張力控制器,使紙張的張力與聚酯傳料軸的轉矩平衡,達到穩定傳輸花紙,使紙張平整。plc發送指令脈沖給伺服驅動器,利用伺服電機的位置控制" title="位置控制">位置控制來保證所需卷紙的長度精確及傳料、收卷速度快速平穩。
該設備PLC采用松下plc,伺服驅動器采用安迪ADSD-S23
三 、 伺服系統簡介
本機采用的伺服系統為大連安迪數控技術有限公司的ADSD-S系列,驅動單元采用美國TI公司最新數字處理器DSP為核心,選用三菱公司工業級智能功率模塊(IPM),而且所選的IPM的容量比標定相同功率的其他國內伺服產品要大一個等級,因而過載能力強、抗負載擾動能力強、啟動轉矩大、動態響應速度高等特點;驅動器的位置控制模式、速度控制模式、轉矩控制模式等三種控制方式為一體,并且可以進行各種控制模式的動態切換,使用更加靈活柔性;具備過速保護、過流、過載、過熱、主電源過壓欠壓、編碼器異常、通訊錯誤、PID反饋信號異常等多種保護及異常顯示,使控制過程一目了然。電機為三相永磁同步伺服電機,具有三倍過載能力。
四、 調試動作
該設備的動作如下:
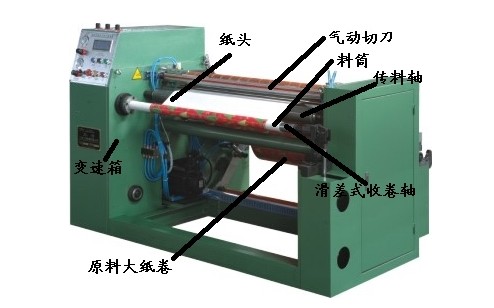
1. 把原料大紙卷的紙頭引出來,用切刀切齊紙邊。
2. 在收卷軸上套收卷紙筒,如前圖所示,滑差式收卷軸的右端是一個汽缸控制的支撐柱,當卷完后支撐柱是打開的,與卷軸分離,可拿出或者放入紙筒。
3. 手工把紙頭包在紙筒上。
4. 腳踏啟動開關,機器自動卷紙。
5. 觸摸屏處要調節的參數有:紙頭長度,手動速度,自動速度,自動卷紙長度,手動可單獨操作各項動作如切割、傳送卷紙,
該設備的調試重點是要求紙張的傳送快速、平穩、定位準確,這樣才能夠使紙張的收卷長度精確度高、收卷平整、加工效率高,在調試中重點調整伺服的參數以達到最好的收卷效果。具體調試參數如下:
Y13=533 (電流系數)
Y18=65413 (電氣角)
B00=0(脈沖形式:雙脈沖)
B01=2(外部位置控制方式)
B02=256(電子齒數比分子)
B03=1(電子齒數比分母)
B10=30(位置比例增益)
B12=60(位置增益變動率)
B13=100(位置平滑濾波" title="平滑濾波">平滑濾波時間常數" title="時間常數">時間常數)
B22=22 (增益切換條件選擇)
B29=20(速度平滑濾波時間常數)
B36=160(速度比例增益)
B42=70(速度增益變動率)
三、 總結
該復卷機采用安迪伺服控制系統,具有提高效率、提高卷紙精度、提高成品率、提高卷紙速度、調試方便、運行過程平穩等機械特點,具有更優良的性價比,為企業創造更多效益。