
針對多關節工業機械手的比例和開關控制,以PLC作為其控制器,通過無線數傳模塊進行數據傳輸,實現遠程無線遙控操作。
手持操作器采用16位單片機,對檢測到的按鈕和搖桿操作進行數據編碼后通過無線的方式發送至PLC,PLC對其解碼后獲得指令實現對機械手各關節運動的控制。該方案成本低,具有良好的通用性和可擴展性。
前言
可編程序邏輯控制器(ProgrammableLogicController,PLC)是一種適用性強的工業用控制器,廣泛應用于各類工業生產線,移動機械設備的控制等環境較惡劣的工業場合。其工作性能穩定,可擴展性強,應用簡便。根據不同的模塊配置,可以進行邏輯及算數運算,對數字開關量、模擬量等進行控制和采集,同時具有豐富的總線接口形式,可以利用公開的協議與不同設備構成復雜的系統。在我們所研制的工業機械手中,各關節由比例閥或開關閥構成開環液壓控制回路,實現比例調速或開關動作,因此我們選用了西門子的S7-200系列PLC作為其控制器。[1>[2>
在一些環境復雜的應用場合,尤其是對于移動機械設備,控制系統的布線受到諸多限制,操作人員與控制系統的位置安排不方便。因此,具有高度靈活性的無線遙控操作系統的應用得到了推廣。目前工業上應用的無線遙控操作系統一般采用無線電數字傳輸方式。一些芯片廠商如Infineon、Micrel、RFMonolithics、Melexis、CML、ATMEL等也都推出了各種適應于不同場合和要求的RF芯片[3>。
無線數傳模塊是一種集成式的專用于無線數據收發的模塊,可直接通過數據總線與其它控制、采集等模塊連接完成無線數據收發功能,廣泛應用于工業遙控、遙測,無線抄表,自動化數據采集等場合。具有可靠性高,功耗低,協議透明使用方便等優點。傳輸距離可以達到幾十至上百米,有些甚至可以到上千米的距離。目前很多廠商推出了工業化、系列化的產品,可以根據不同的使用場合和要求選擇合適的產品。
目前一些廠家推出了專用的基于嵌入式處理器的工業用無線遙控器,其性能優異,集成度高。如HBC、JAY等,應用于混凝土泵車、裝載機等場合。但由于其一般針對專用工程設備,不具有較好的通用性及可擴展性,且主要是國外廠家,價格高昂,其應用推廣受到限制。
在我們研制的多關節工業機械手中,采用PLC作為其主控制器,完成對液壓泵站和各關節液壓閥的開關及比例控制,實現機械手的基本功能。采用無線數傳模塊通過無線通信方式收發數字信號,實現遠程無線遙控功能,所設計的手持遙控器的輸入開關量及模擬量由16位單片機采集并編碼輸出。
1.總體方案
該機械手用于巷道內進行混凝土噴漿作業,有自動和手動操作兩種模式。自動模式下,PLC控制機械手各關節按程序預定的軌跡運動,調整機械手末端的方位與角度,使噴漿噴頭按設定軌跡運動,且始終垂直于受噴的巷道面,完成巷道表面的噴漿作業。手動模式下,由操作員分別采用按鈕和比例搖桿對開關閥和比例閥進行控制,驅動各關節運動,控制混凝土噴頭的方位及角度。其中按鈕控制泵站的啟停及開關閥的方向切換,比例搖桿則根據操作人員的控制,形成一個±10V范圍內的模擬量,比例閥根據模擬量的大小及方向,控制關節運動速度的大小及方向。其控制系統功能框圖如圖1所示。
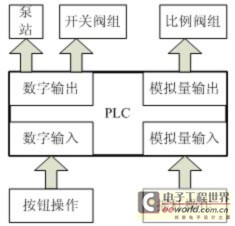
圖1機械手控制系統功能框圖
在布線方便的情況下,按鈕操作及搖桿操作的開關及比例信號可通過電纜直接輸入到PLC的數字量及模擬量輸入模塊。這種方式結構簡單、成本低、可靠性高,控制系統的硬件設計及軟件編程極為簡化。但在實際工業現場中,布線受到諸多限制,尤其是對于移動型設備,采用有線控制方式人員操作不夠方便靈活。由于我們研制的機械手需要在軌道上長距離運動,且操作距離較遠,因此必須采用無線遙控操作的方式。為此我們采用無線數傳模塊作為通信模塊,并設計了基于16位單片機的手持式操作器,改進后的遙控型機械手控制系統總體功能框圖如圖2所示。無線數傳模塊成對使用,在手持操作器端和機械手本體上的控制系統端各有一塊,分別完成數據的無線發送及接收功能。在控制系統需要的時候,也可以雙向收發,即同一端的數傳模塊在數據接收和數據發送功能中切換。此時需要注意,數傳模塊的發送與接收功能的切換需要一定的時間。
手持操作器根據操作員對按鈕及搖桿的不同操作,通過IO口及AD轉換進行采集,采集后的信息進行數字編碼后形成指令,以ASCII碼的形式通過串口發送到無線數傳模塊,無線數傳模塊再將指令以無線方式發出;機械手上的控制系統的數傳模塊接收到發送來的指令編碼后通過串口總線傳送至PLC,PLC對指令編碼進行解碼,分解出不同的操作指令,然后進行邏輯運算,根據不同的指令得到不同的需要執行的動作,再通過數字輸出和模擬輸出控制相應的繼電器或閥動作,從而實現對機械手各關節的遠程無線操作。通過信號電纜連接到PLC的按鈕操作輸入及搖桿操作輸入保留在機械手本體上,作為備份或檢修使用。同時,在PLC數字輸入口和手持操作器上均設置遙控操作切換按鈕,可以進入或退出遙控操作模式。PLC上的按鈕操作應具有更高的優先級。
由于搖桿操作采集的對象為搖桿的比例位置狀態,它采用的是自動對中的設計的。因此在控制系統軟件結構上,采用循環發送指令的方式。即進入無線控制狀態后,手持操作器就定時地將采集到的狀態發送出來,而不管此時有沒有操作人員的操作輸入。

圖2遙控型機械手控制系統功能框圖
關鍵字:可編程控制器 工業機械 手無線遙控系統
2.通信模式選擇
無線數傳模塊一般具備三種接口模式:TTL電平UART接口,可直接與單片機或其它芯片的串口管腳相連;標準的RS-232接口;標準的RS-485接口。其中232接口模式與485接口模式通過跳線進行切換。西門子的S7-200系列PLC具備一個或兩個RS-485標準的接口,因此可以采用后兩種方式,將PLC直接與無線數傳模塊的485接口相連;或者利用與PLC相配的PC/PPI電纜將PLC的485接口轉換為232接口后,再與無線數傳模塊的232接口相連。
S7-200系列PLC的通訊端口支持多種通訊協議,此處可以采用的有兩種。一種是西門子的PPI主-從協議,利用這種協議主站可以直接對從站,即控制系統中的PLC,發出指令,控制從站的各端口及功能。這種方式PLC的編程簡單,不需要對原有從站程序進行修改。但是PPI協議不是一個公開的協議,在文獻[4>中提到了一種通過串口偵聽獲取PPI協議從而利用主站編程控制從站的方式。另外一種通訊模式是自由口模式,利用自定義的PLC程序控制S7-200CPU的通訊端口,使用用戶自己定義的通訊協議來實現與外界的通訊。這種模式支持ASCII和二進制協議。自由口模式使用簡單、靈活,但需要對PLC進行專門的編程。因為無線遙控所需數據量不大,通過比較,選擇了自由口通訊模式,以ASCII碼的形式在手持操作器和PLC之間傳遞命令和反饋信息。在PLC內編寫了專門的無線控制程序,實現無線控制狀態下的數據通信及對機械手的控制。
無線數傳模塊的功能僅為實現PLC與手持操作器的無線通信功能,對于PLC與手持操作器中CPU而言,通過無線數傳模塊的無線通信與通過串行端口直接相連的有線通信兩種方式,在編程上是沒有任何差別的。
單片機與無線數傳模塊的通信接口則可以選擇三種接口模式中的任一種,既可以采用簡單的直接相連;為提高穩定性,也可以采用232或485芯片進行電平轉換后再與數傳模塊相連。為保持更好的可擴展性,我們選擇了RS-232接口標準。
3.手持操作器的設計
手持操作器的功能為通過處理器的數字IO及AD功能檢測按鈕及搖桿上的操作輸入,并將轉換后的數字信號進行編碼后形成控制指令,通過無線數傳模塊發出。
XC166系列單片機是英飛凌科技(Infineon)的16位微控制器產品,其優異的內核結構,高效的指令集,以及不斷擴充更新的產品線,使其廣泛應用于汽車電子、工業控制和信息技術領域。該系列單片機具有豐富的接口模式,如14通道10位AD變換器,同步/異步串行通道USART,高速同步串行通道SPI,CAN模塊,79個IO引腳等,并可與各種設備組成通訊網絡。同時,該系列單片機適應于惡劣的工業環境,工作溫度可在-40~125°C。[6>針對我們所設計的手持操作器的功能,我們選擇了XC166系列中的XC164CS型單片機。這樣只需附加極少的外圍硬件,就可以實現所需的功能,同時,使該遙控器具有工作性能穩定和易于進行功能擴展的優點。
手持操作器的功能模塊主要包括AD采樣功能,即采集搖桿操作產生的比例控制電壓;數字IO功能,即采集按鈕操作狀態和進行一些功能狀態顯示;通訊功能,即定時地將采集到的控制指令按規定的格式編碼后通過串口以無線的方式發送。
手持操作器由電池供電,XC166系列單片機及無線數傳模塊可以滿足低功耗的要求。
4.數據可靠性
無線遙控操作系統必須保證數據傳輸的高可靠性和控制的安全性,避免發生失控和錯誤控制指令現象,本系統主要通過以下幾方面來保證:
無線數傳模塊的高抗干擾能力和低誤碼率,高效前向糾錯信道編碼技術;
串行通訊協議校驗,一般采用奇偶校驗;
軟件協議校驗;通過軟件編程,對發送的數據進行校驗,可采用CRC校驗、交互確認或多次發送對比的方式。在我們的程序中采用同一動作指令重復發送的方式,只有命令指令與確認指令完全相同,PLC才接受指令,否則忽略此指令。這樣就完全避免了通信所產生的錯誤指令;
PLC的“軟件看門狗”;在PLC程序中設置定時程序,當超時未收到無線指令時,停止機械手動作,防止由于通訊中斷而使機械手失控;
通過以上四個措施,可以有效地保證無線遙控的可靠性,防止產生錯誤操作指令或機械手失控。
5.結論
通過試驗證明,這種采用PLC和無線數傳模塊的遙控方式簡單可行,由于PLC及數傳模塊都有成熟的工業化產品,可靠性高,成本低,擴展性好,因此本方案具有較高的實用價值,簡化了設計過程。但手持操作器中的單片機模塊尚需進一步的工業化設計,以達到更高的工業可靠性要求,并實現總線通信、自檢驗等更多功能。
本文作者創新點:通過設計一種新的架構體系,利用工業化的無線數傳模塊 ,將PLC控制與無線遙控結合起來,使機械手控制系統能夠兼具二者的優點,降低了成本、滿足了控制系統穩定性、兼容性及無線控制的要求。