摘 要:本文以某增壓器廠生產線為例介紹了SIEMENS PROFIBUS-DP總線的生產線數據采集系統的設計方法,詳細分析了該系統網絡的結構、硬件配置及軟件組態, 說明了這是一種先進的數據采集技術。
關鍵詞:PROFIBUS-DP; 網絡結構; 數據采集; 組態
1 引言
現場總線是信息技術、網絡技術的發展在控制領域的體現,是自動化技術發展的熱點之一。因其具有數字化、開放性、分散性以及對現場環境的適應性等特點而獲得了非常廣泛的應用。目前,已逐漸成熟并對工業自動化進程形成影響的主要有PROFIBUS,HART,LONWORKS,FF等等。其中PROFIBUS總線是最為流行的現場總線技術之一,其產品廣泛應用于工業、電力、能源、交通等自動化領域。PROFIBUS是德國于90年代初制訂的國家工業現場總線協議標準,代號DIN19245。它是一種國際化的開放式現場總線標準,即EN50170歐洲現場總線標準。該標準為供應商和用戶的投資提供了最佳的保護并確保供應商的獨立自主性。PROFIBUS具體規定了串行現場總線的技術和功能特性,它可使分散式數字化控制器從現場底層到車間及網絡化。PROFIBUS分為主設備(主站)和從設備(從站)。主站決定總線上的數據通信。當主站得到總線控制權時,不用外界請求就可以主動發送信息。從站為外圍設備,典型的從站包括:輸入/輸出裝置、閥門、驅動器和測量變送器。它們沒有總線控制權,僅對接收到的信息給予確認或當主站發出請求時向它發送信息。
2 方案分析
渦輪增壓器實際上是一種空氣壓縮機,通過廢氣壓縮進入空氣來增加進氣量。當發動機轉速增快,廢氣排出速度與渦輪轉速也同步增快,葉輪就壓縮更多的空氣進入氣缸,空氣的壓力和密度增大可以燃燒更多的燃料,相應增加燃料量和調整一下發動機的轉速,就可以增加發動機的輸出功率。由于渦輪增壓器安裝在發動機的進排氣歧管上,處在高溫,高壓和高速運轉的工作狀況下,其工作環境非常惡劣,工作要求又比較苛刻,因此對增壓器的裝配技術要求很高。其中對壓氣端間隙、渦端間隙、軸向間隙、整體動平衡、整機檢漏和放氣閥開啟壓力和位移幾個參數的誤差要求控制在十幾個甚至幾個絲之內。如用傳統的電氣儀表難以達到精度要求,同時抗干擾能力差;而且讓工人手工記錄并判斷是否在誤差范圍之內,將大大降低工作效率。這正給Profibus現場總線提供了用武之地。Profibus 將底層檢測設備組成網絡,實現多點數字通信,同時和上位機組成網絡,為上位機提供數據支持;上位機將誤差范圍作為各個工位的工藝參數下載到各個工位,同時將數據放入指定的數據庫中,供各種查詢和技術分析之用。下面是某增壓器廠的裝配線數據采集系統。
3 系統結構
根據現場情況,我們采用西門子公司S7-400型承擔信號采集工作,又根據現場將要采集的信號位置分散的特點,采用了西門子公司Profibus現場總線中的遠程I/O即DP技術。各傳感器信號就近接入Profibus子站,這樣可以最大限度的減少現場接線工作,并且因為走線距離短,可以減少信號衰減和各種干擾對信號的影響。
系統的主干網絡采用Profibus網絡, Profibus現場總線網絡共有三種協議方式,分別為FMS,DP和PA。我們本次應用的為DP方式。DP網絡結構為主從結構,一條DP網可包含一個主站和最多126個從站, 網絡傳輸距離在不使用中繼器的情況下可達到1000米,傳輸速率從9.6Kbit/S一直到12Mbit/S可選。網絡傳輸速率達到12Mbit/S 時其傳輸距離最長為100米。
3.1 系統網絡選型
考慮到上位機和上位機、上位機和主PLC、主PLC和從PLC進行信息交換,整個網絡系統由三層組成:
管理網絡(MIS):采用基于TCP/IP的以太網,上位機和上位機之間的連接。
MPI網絡:采用通訊處理卡將主PLC和上位機相連。
DP網絡:這是最底層的網絡,將分散的數據采集站點連接起來,即主PLC和從PLC、觸摸屏之間的連接。
拓撲結構:現場的服務器是連接以太網和工控網的橋梁,它通過3COM交換機與以太網連接。
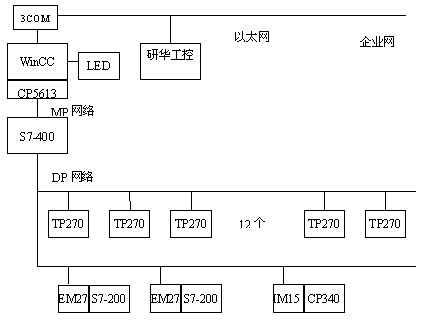
圖1 系統的網絡結構圖
整個監控系統的網絡結構如圖1所示。
3.2 上位機
采用HP ML350服務器和研華工控機作上位機,通過CP5613通訊卡使服務器與CPU412-2 相連,這樣PC與現場總線就連接成能完成組態、運行、操作等功能的完整的控制網絡系統。HP服務器監控軟件采用SIEMENS公司WINCC軟件,可實現生產任務的下達和結束、將生產數據存入指定的數據庫中、下線處理和設備故障清除。研華工控機采用自主開發的生產管理系統,主要完成產品清單、產品工藝、工單和工單工藝定制,并完成生產任務指令的下達,將工單工藝下載到TP270觸摸屏上,而且可以對生產數據進行查詢,并生成相應的報表,Execel。
3.3 SIMATIC S7主站
作為DP主站,CPU位于控制中心。本系統選用CPU412-2模塊化PLC,它集成了PROFIBUS-DP現場總線接口裝置,具有強大的處理能力(具有0.3ms處理1024語句的速度)。根據程序內容讀取總線上的所有I/O模塊的輸入輸出量并讀取CP340內字節數大于4的條碼放到相應的DB塊中。
3.4 從站(Slave A,B)
從站A包括2個EM277帶CPU226和1個IM153-2帶CP340。CPU226主要完成生產數據的采集并監制專機檢測設備的運行;CP340從條碼槍讀入條碼。
從站B包括12個西門子TP270-10觸摸屏。為數據采集、數據存入、下線處理和故障消息組態友好的人機交互界面,盡可能減少操作人員的軟故障,及時向操作工反映通訊故障。
4 軟件組態
STEP7組態:網絡配置分為軟件配置和硬件配置兩部分,軟件部分通過STEP7編程軟件對S7-400 CPU412-2DP進行配置包括通訊速率,子站數量及站地址等。當軟件配置完成后,各接入的監控信號在CPU中的對應地址將會自動生成。硬件配置主要是將ET200M子站的接口模塊IM153-2上的地址撥碼開關設置成與軟件設置相同。因為是用CP340做從站讀入條碼槍的條碼,因此CP340必須選擇ASCII協議,還必須對此協議的起始終止位和奇偶較驗等參數進行設置,并對CP340進行驅動程序下載。硬件組態如圖2所示。
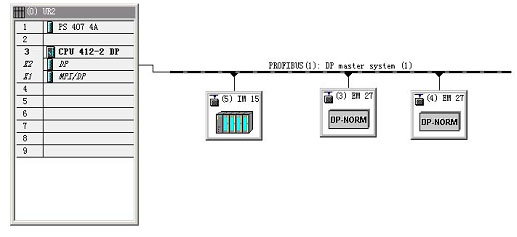
圖2 硬件組態
在目前絕大多數的應用中,WinCC和PROTOOL都是作為生產過程的監控系統,完成數據記錄并生成歷史曲線,組態監控界面,生成報警信息等,而不參與生產過程的管理和數據的處理。但實際上,企業除了關心生產過程中的實時信息外,更希望能將這些信息有機的存儲起來,在日后的產品追溯和產品研發中發揮更大的作用,本項目正好體現了這一點。
WinCC組態:這是整個系統的關鍵之一。本系統所有人機交互的信息都由WinCC來處理,包括:生產任務的下達、工藝參數的下達、生產任務的結束、數據存入、下線和數據覆蓋等操作,這些都與整個生產過程緊密相關。WinCC自帶的變量記錄能夠周期地記錄每個標簽實時數據,并將這些數據存放在各自的標簽數據表內,各個標簽對應的數據表是相對獨立的;而項目要求將與一個產品相關的所有數據存放在一個產品數據表內,而且只需要測量點的數據,顯然變量記錄這個功能不能滿足這個要求。但WinCC提供的全局腳本為我們提供了實現的工具。通過編寫動作腳本直接與產品數據庫進行數據交流,可將一組相關數據存入到產品數據表里。動作模塊里的腳本是定時執行的,每段腳本都有各自的定時器。如果用時鐘定時器作為觸發腳本的定時器,則數據庫里數據永遠是當前的數據,而不是檢測點的數據。在這里我們采用變量定時器來模仿按鈕點擊事件,即使用二進制變量,在變量變化且在上升沿時(變量=1)時執行腳本,同時在腳本結束時將該變量復位;這個變量的置位分散在各個觸膜屏上。采集數據的存入動作程序流程圖如圖3所示。
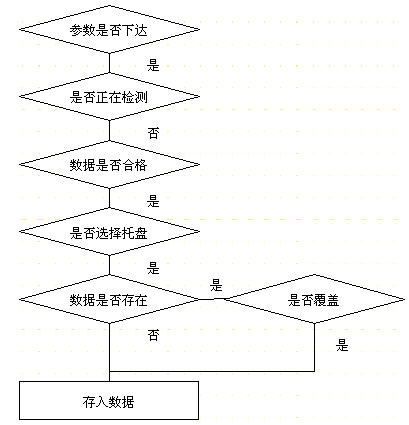
圖3 存入動作的程序流程圖
PROTOOL組態:觸摸屏TP270-10是與操作工人直接交互的人機界面,所有指令都由觸摸屏發送,它與DP網絡是通過DP接口相連的。考慮到數據存貯的復雜性,將人機界面分為五個界面:存入界面、托盤確認界面、覆蓋界面、下線處理界面和通信故障顯界面。存入界面:主界面,以高亮度的方式顯示托盤號和正在執行的操作,主要包括生產任務、工藝參數、檢測狀態、檢測數據和檢測結果等信息,還包括存入和下線等指令的發送;托盤確認界面:存入界面中有30個托盤號,為了防止操作工人在長期疲勞工作的情況下錯選托盤,而導致其它增壓器的產品信息丟失同時自己的產品信息也不完整,托盤確認界面顯十分得重要;覆蓋界面:受到產品構造的影響,同一個產品可能在同一工位不同相對位置檢測的數據不一致而導致數據重復存入—覆蓋;下線處理界面:當專機檢測設備檢測的數據不合格時,將該產品作下線處理,同時刪除數據庫中對應的記錄;通信故障界面:顯示上電后,各個數據采集點的通信狀況,當有通信的故障時,觸摸屏將以系統消息的方式通知操作工人。整機泄漏工位的主界面如圖4所示。

圖4 整機泄漏
LED顯示系統:通過串口與數據服務器相連,以四種實時統計方式統計產品產量,包括:本月統計、本周統計、本日統計和工單統計;同時可以自定義顯示信息。
5 系統特點
* 通過開放式互聯,實現了從生產執行系統(MES)和企業資源規劃 (ERP)的完全集成自動化(TIA),對IT開放(OPC,ActivX,COM/DCOM,ODBC/SQL,API)
* 在多功能平臺上實現可視化(protool/pro)
* 模塊化,使系統具有前瞻性和可擴展性
* 分步式智能I/O
* 統一集成的數據庫,易于實現對數據的維護和備份
* 基于對生產全過程的集中操作和監控.
6 結束語
該系統至今已經在現場穩定、可靠地運行了半年,極大地提高了勞動生產率,有效地解決了生產中的很多問題,如減少了生產過程中的突發故障,縮短了生產準備時間和搶修時間,減少了工人的勞動強度,同時為研發工作人員的研發工作提供了科學的數據依據,為該廠創造了可觀的經濟效益和社會效益。該系統不僅適合與這樣的增壓器生產線,也適于其它設備分散,又需要對設備及生產數據進行采集的場合。
參考文獻:
[1]陽憲惠.現場總線技術及其應用[M].北京:清華大學出版社,1999。
[2]潘曉寧,等. PROFIBUS-DP工控網的通訊原理[J].電氣傳動,1999(5):25-28。
