
0 引言
隨著IT技術的發展,對信息產品的需求也越來越旺盛,導致信息產品的生產一直處于一個高水平發展的軌道上。我國已成為世界制造業中心,信息產品制造業功不可沒。但與之對應的制造裝備和生產水平與發達國家相比,卻有著較大的差距。很多高檔設備仍需要大量從國外進口。本文提出了采用微電腦技術和機電一體化技術的電子產品制造流水線上使用的自動送板機的設計方案。下面給出了自動送板機硬件系統、軟件系統以及仿真分析結果。
1 硬件系統
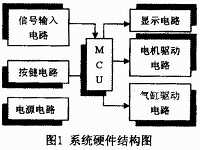
本系統的硬件系統如圖1所示。主要由信號輸入電路、按鍵電路、電源電路、微電腦控制器、顯示電路、驅動電路組成。
1.1 信號輸入電路
本部分電路主要完成對輸入信號的調理,然后傳送給中央處理器。輸入信號主要有下位機(自動帖片機或自動插裝機)的送板信號:當下位機空閑時,會給出一個本機空閑信號,供上位機對本機的工作狀態進行判斷;各傳感器發送的信號:傳感器信號主要有PCB板周轉箱(以下簡稱周轉箱)在位信號、周轉箱卡緊信號、周轉箱的上/下限位置信號、推板氣缸到位信號等。
1.2 按鍵電路
主要有上行、下行、板間距選擇、啟動、停止等按鍵。上、下行鍵主要用于手動控制電機,進而驅動控制周轉箱托架沿絲杠付行走,上行鍵主要用于控制周轉箱托架上行,一般是在啟用新周轉箱時,用于確定其起始與終止工作位置,也用于未放滿PCB板的周轉箱起始與終止位置的設置。板間距選擇鍵是設置周轉箱內PCB板之間的間距,默認值為1格,每按一下該鍵,間距加1。當起始位置和間距設定好后,按啟動鍵,系統按程序設定自動運行。停止鍵用于緊急情況時的電機停止控制。由于按鍵不多,電路采用按鍵與MCU的I/O口直接相連接的方法。
1.3 電源電路
本系統控制、驅動和執行部分采用直流電源,主要有+5V、+12V、+36V。采用開關電源產生所需要的各直流電。
1.4 微電腦控制器
這是本系統的核心部分,綜合考慮系統的需要、性價比和市場占有率,采用ATMEL公司的8位單片機AT89C51作為主控制器。AT89C51是一種帶4K字節閃存的低電壓、高性能CMOS8位微處理器。該器件采用ATMEL高密度非易失存儲器制造技術制造,與工業標準的MCS-51指令集和輸出管腳相兼容。由于將多功能8位CPU和閃存組合在單個芯片中,是一種高效微控制器,為很多嵌入式控制系統提供了一種靈活而價廉的方案。
1.5 顯示電路
顯示電路主要完成系統各部分工作狀態的顯示。顯示內容主要有:工作狀態(上行、下行、待機)、板間距、報警等。
1.6 驅動電路
本部分電路主要完成對各執行機構的驅動,驅動對象主要有絲杠付和3個氣缸。絲杠付主要承擔對周轉箱托架的提升和降落,考慮到提升重量和控制精度,選擇采用步進電機對絲杠付進行驅動。由中央控制器產生相應的步進控制信號,經過前置和功率放大電路,驅動步進電機。3個氣缸的作用主要是:一個用來實現對到位的PCB板,前推至下位機入口軌道處,另兩個用來把周轉箱托架卡緊在絲杠付上,保證運行中周轉箱托架的固定。
2 軟件系統
軟件系統主要由主程序、按鍵子程序、顯示子程序、步進電機驅動子程序、延時子程序等構成。分述如下:
2.1 主程序
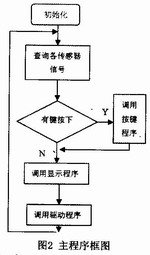
主程序的主要功能是循環調用顯示子程序、按鍵子程序,查詢各輸入信號狀態,根據按鍵設定的各種參數和各輸入信號狀態控制各執行機構,完成對PCB周轉箱托架系統的傳動控制,以及對PCB板的有序傳送,判別系統運行狀態是否異常,并及時報警或解除報警。主程序框圖如圖2所示。
2.2 按鍵子程序
根據按鍵電路結構,采用獨立式直接讀取法。由主程序按優先級順序,周期性查詢各相關I/O口狀態,并將其保存在特定存貯器內,供主程序需要時查找和使用。
2.3 顯示子程序
根據設定的參數,及時更新各指示器狀態的存貯數據,根據主程序調用指令,將存貯的顯示數據輸出給各顯示驅動電路,特別是當系統運行異常時,根據系統運行異常報警信號,驅動報警燈閃爍。
2.4 驅動子程序
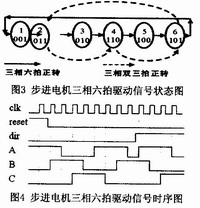
驅動子程序主要負責生成步進電機驅動器所需要的信號。當上行鍵或下行鍵按下,或者根據主程序運行結果,需要提升或降落周轉箱托架,主程序會調用步進電機驅動子程序。步進電機采用三相六拍工作方式,根據絲杠付螺紋間距,計算出步進電機每步進程,再根據周轉箱板間距,確定不同工況下,步進電機的正/反轉步數,這些步數保存在各相應存貯器里,供主程序調用驅動子程序時使用。圖3和圖4分別為步進電機三相六拍工作方式時驅動信號的狀態圖和時序圖。
3 結論
根據以上系統硬件和軟件結構,制作出相應的PCB電路板和程序,同時委托機械加工企業制作出配套的機械結構。經實際運行,表明本系統能很好地與自動插裝機配套協調工作,完成為下位機自動送板的任務。