摘 要:主要闡述了以YB32- 500 型四柱式液壓機的機械及液壓裝置為基礎, 配以可編程控制器, 根據液壓機的工作過程, 按照生產工藝要求進行自動控制。利用PLC 最具優勢的開關量控制與自身具備的PTO 控制及PID 控制功能緊密結合, 對液壓機的運行速度及液壓油溫進行控制。
關鍵詞:液壓機;可編程控制器;PTO; 控制PID ;控制
1 引言
PLC 作為開關量控制的順序控制器在液壓設備上的應用已很普遍。液壓油的參數對液壓設備能否正常運轉起著舉足輕重的作用, 利用PLC 對液壓油溫進行過程控制是本文研究的一個方面。四柱式液壓機主要適用小批或成批生產的金屬壓力加工工藝。本文引入現代控制理論及方法對其控制實施邏輯判斷, 根據生產工藝要求如何在PLC 一機上將順序控制與過程控制有機結合, 實現這種復合控制。機床根據編制好的程序自動運行, 這樣就簡化了工人的操作, 降低了工人的勞動強度, 提高了勞動生產率。在編制程序過程中把設備所有可能出現的情況考慮進去, 確保液壓設備本身及操作使用人員的安全; 同時可大大提高設備的整體性能及壓力設備的高技術含量; 為我國的裝備制造業的發展方向提供經驗。
2 四柱式液壓機對自動控制系統的控制要求
2.1 液壓機的基本工作過程
液壓機的工作流程由滑塊快速下行、慢下加壓、壓制、保壓延時、卸壓回程、頂出缸頂出、頂出缸退回7 個過程組成。在現使用的YB32- 500 型液壓機中, 這7 個過程是在半自動及手動控制下實現的。而在自動控制的液壓機中, 這7 個過程可做到全自動依次運行, 只有人工按停止按紐或急停按紐干預方能停車。
2.2 設備控制要求
液壓機的自動控制系統要求能實現自動及手動兩種控制方式。液壓機在正常工作時選擇自動控制方式。
2.2.1 液壓機自動工作狀態: 將轉換開關打到自動工作狀態, 按下自動啟動按鈕
( 1) 液壓機滑塊靠自重快速下行。
( 2) 液壓機滑塊慢下加壓。
( 3) 接觸工件進行壓制。
( 4) 達到設定壓力開始保壓。
( 5) 保壓延時到卸壓回程。
( 6) 回程到位后, 延時一定的時間頂出缸頂出。
( 7) 頂出到位后, 延時一定的時間頂出缸退回。
( 8) 延時一定的時間進行下一個工作循環。
2.2.2 液壓機手動工作狀態: 將轉換開關打到手動工作狀態
( 1) 按“壓制、回程”按鈕, 液壓機滑塊動作, 抬手停止。
( 2) 按“頂出、退回”按鈕, 頂出缸動作, 抬手停止。
2.2.3 工作過程的控制
( 1)對液壓機滑塊的速度, 根據產品工藝的要求進行設定。其速度由變量泵的流量來控制, 利用步進電機帶動變量頭改變泵的斜盤角度來實現其控制功能。速度等級分高、中、低三擋。
( 2) 對油溫進行控制, 使其保持在15℃~55℃的最佳工作狀態。
( 3) 為了設備及人身安全設置急停按鈕及光欄保護開關。
3 液壓機自動控制系統的PLC 選型、參數設定
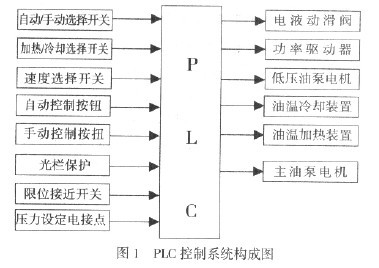
3.1 控制系統構成圖
根據設備控制及工作過程要求, 其PLC控制系統構成圖見圖1。
3.2 PLC 的選型及參數設定
四柱式液壓機自動控制系統采用西門子公司的S7-200 系列整體式PLC。根據控制系統圖選用CPU 型號為CPU226 DC/DC/DC 24 輸入/16 晶體管輸出的PLC。利用PLC 的CPU 具有的高速脈沖輸出( PTO) 功能對變量泵的步進電機進行開環控制。由于又要求對油溫進行控制, 其控制方式采用模擬量入/開關量出的形式, 因此需增加一擴展溫度測量模塊, 其型號為EM231RTD。
3.2.1 電源預算
所有的S7- 200 CPU 都有內部電源, 可為CPU 自身、擴展模塊和其它用電設備提供5V、24V 直流電源。擴展模塊通過與CPU 連接的總線連接電纜取得5V直流電源。
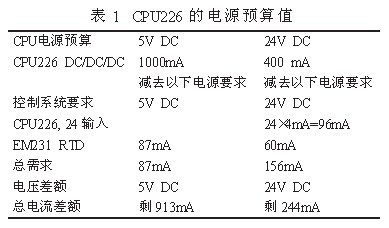
CPU 還向外提供一個24V 直流電源, 從電源輸出點(L+,M) 引出。此電源可為CPU和擴展模塊上的I/0 點供電,也為一些特殊或智能模塊提供電源。電源預算值見表1。由表1 中數據可知: 電源容量完全滿足要求, 無須增加外接電源。
3.2.2 參數的脈沖化
控制油泵斜盤的拉桿直徑為120mm, 斜盤角度的調整范圍為: 0°~20°, 根據計算所對應的直線距離為:0~41mm。步進電機選用三相雙拍式, 由計算公式( 1) :

式中: α— 每輸入一個脈沖步進電機轉過的角度;
m— 步進電機相數;
k — 步進電機工作方式系數, 單拍取1, 雙拍取2;
z— 步進電機齒數。
由此計算知電機轉一圈需要240 個脈沖, 按照拉桿移動1mm 需40 個脈沖計算, 斜盤從零位調到20°時需要1642 個脈沖, 電機需轉動6.8 圈。
( 1) 選擇高速時脈沖數
快速下行時: 斜盤從零位調到20°電機正轉, 需要1642 個脈沖。
快轉慢時: 電機反轉4°, 需要334 個脈沖。
卸壓回程時: 電機正轉4°, 需要334 個脈沖。
( 2) 選擇中速時脈沖數
快速下行時: 斜盤從零位調到16°電機正轉, 需要1323 個脈沖。
快轉慢時: 電機反轉4°, 需要334 個脈沖。
卸壓回程時: 電機正轉4°, 需要334 個脈沖。
( 3) 選擇低速時脈沖數
快速下行時: 斜盤從零位調到12°電機正轉, 需要998 個脈沖。
快轉慢時: 電機反轉4°, 需要334 個脈沖。卸壓回程時: 電機正轉4°, 需要334 個脈沖。
3.2.3 PID 參數設置
由于可編程控制器運行速度的提高, 運算能力的增強, 因此PLC 都可用于數字PID 控制。本設計對液壓油溫進行過程控制, 使其保持在15℃~55℃的最佳工作狀態。S7- 200 型PLC 的CPU226 自身具有數字PID 控制指令, 只需填寫一張PID 控制參數表( Table) 后, 執行指令PID Table,LOOP 即可。
當被調量為溫度時, 根據PID 參數的經驗選擇范圍:
K 的選擇范圍: 1.6~5
Ti 的選擇范圍: 3~10m
Td 的選擇范圍: 0.5~3m
增大比例系數K, 一般將加快系統的響應, 在有靜差的情況下有利于減小靜差。但過大的比例系數會使系統有較大的超調, 并產生振蕩, 使穩定性變壞。增大積分時間Ti, 有利于減小超調, 減小振蕩, 使系統更加穩定, 但系統靜差的消除將隨之減慢, 溫度有較大滯后, Ti 需選的大一些。增大微分時間Td, 亦有利于加快系統響應, 使超調量減小, 穩定性增加, 但系統對擾動的抑制能力減弱, 對擾動有較敏感的響應。由此選擇參數如下:
K=2 Ti=6m Td=1.5m
3.2.4 溫度測量模塊EM231RTD 的參數設置
為了保持液壓油溫保持在15℃~55℃的最佳工作狀態, 增加一EM231RTD 型溫度測量模塊。其控制方式采用模擬量入/開關量出的形式, 利用EM231RTD 的2 輸入通道, 當油溫超過55℃時, 打開油溫冷卻電磁閥通循環冷卻水降低油溫, 當油溫低于35℃關閉電磁閥停止通冷卻水; 當油溫低于15℃時, 啟動油箱內的加熱元件( 加熱元件選用SRY 型管狀件, 電壓: AC 220V 功率2KW) , 當油溫高于35℃停止加熱。熱電阻選用Pt100Ω, DIP 開關設置SW1~SW8 全為OFF 狀態即: 00000000
4 四柱式液壓機自動控制系統程序設計和調試
4.1 程序設計
4.1.1 編程軟件
編程軟件采用西門子公司為其生產的PLC 機而設計的編程軟件STEP7-Micro/Win32。
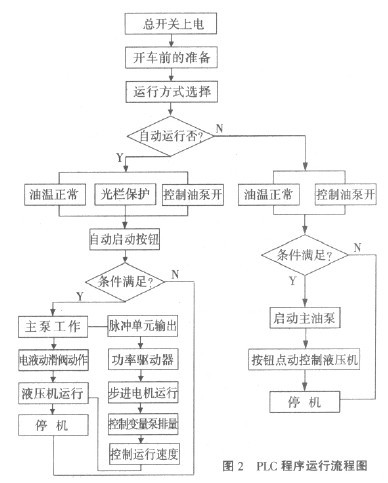
4.1.2 PLC 程序運行流程圖
程序運行流程圖是PLC 程序編制的基礎和依據, 見圖2。
4.1.3 程序的下載、安裝和調試
將各個輸入/輸出端子和按照實際模擬的控制按鈕、開關、電位器、燈泡等部件正確連接, 將PC/PPI 電纜上RS- 232 的一端連在編程設備的串行口上, 四柱式液壓機自動控制系統程序是有STEP7-Micro/Win32 軟件的指令完成, 正常工作程序存放在存儲器中, 若要修改程序, 先將PLC 設定在STOP 狀態下, 運行STEP7-Micro/Win32編程軟件, 打開其程序, 即可在線調試, 也可用編程器進行調試。
4.2 PLC 程序說明
4.2.1 程序組成: 有1 個主程序、12 個子程序組成。
4.2.2 程序說明
( 1) 主程序是有0# 初始化子程序及1# 自動、2# 手動子程序組成。
( 2) 0# 初始化子程序是對程序編制過程中所用到的內部繼電器及順序控制繼電器進行初始化。
( 3) 1# 自動、2# 手動子程序是用來控制液壓機的整個工作過程。
( 4) 3# 子程序是自動控制程序的子程序, 主要用來復位自動控制運行的條件。其中包括11#、12# 對溫控模量控制的子程序。
( 5) 4#、5#、6# 子程序是1# 自動控制程序中控制液機運行高、中、低速度選擇的子程序。
( 6) 7#、8#、9#、10#、子程序分別是4#、5#、6# 子程序中的嵌套子程序。
5 結語
此次選用西門子公司的S7- 200 系列的整體式PLC機, 利用編程軟件STEP7-Micro/Win32 編制出一套控制程序, 對液壓機的整個工作過程及液壓油溫進行自動控制。對自動控制系統的部分功能進行了模擬調試、運行,基本實現了其設計功能, 既可以實現自動運行也可手動運行, 此設計為提高液壓設備的自動化水平做了一些探討性的工作。
參考文獻:
[ 1] 蔡行健. 深入淺出西門子S7- 200PLC[M] .北京航空航天大學出版社, 2003.12.
[ 2] 求是科技編箸. PLC 應用開發技術與工程實踐[R] .人民郵電出版社, 2004.12.
[ 3] 宋伯生. PLC 編程理論、算法及技巧[M] . 機械工業出版社, 2004.8.
