
與傳統焊接技術相比,機器人激光掃描焊接技術可以提供高出數倍的生產效率。
采用YAG固體激光器進行焊接,已成為汽車制造過程中一項成熟可靠的工藝。該項工藝現廣泛用于車身和車架制造、傳動系統制造、車座制造和其他領域。
由于能夠進行光束共享以及可利用柔性激光電纜傳輸激光束,固體激光器可以輕松自如地與機器人共同使用。機器人的移動與光學掃描儀的動態運動緊密配合,可以實現高度靈活的機器人3D焊接工藝以及光學掃描儀所帶來的高生產率。
碟片激光器技術
固體激光器最初采用燈泵浦系統,然后逐漸發展到二極管激光器泵浦系統以及隨后的二極管泵浦碟片激光器和光纖激光器系統。固體激光器的演進,使得其功效和光束質量產生了巨大的飛躍。
固體激光器之所以能獲得如此重大的技術改進,主要原因在于采用了半導體激光器泵浦激光晶體。半導體激光器僅發射出一段波長的光,可以被激光晶體很好地吸收,此類系統的光-光轉換效率已經能達到如今碟片激光器的65%左右,從而使整個系統的電光轉換效率最高可達到30%。很顯然,與燈泵浦的系統相比,其效率大約提供了10倍。
碟片激光器的另一大優勢在于激光激活晶體本身的設計。對于棒狀系統(rod systems)來說,泵浦光所產生的熱量會導致熱透鏡效應,從而影響光束的預期質量。新型碟片激光器的設計,使晶體內部(碟片)的溫度保持恒定。圖1顯示了這兩種系統的不同。因而,采用碟片激光器所實現的光束質量將大大超過棒狀系統,由此可以將光束參數積(BPP)最高提高到6倍。
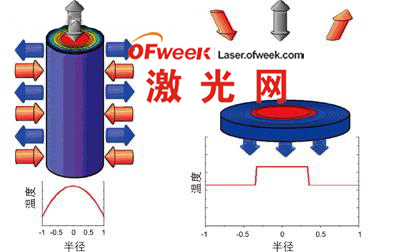
圖1:碟片激光器(右圖)的主要優勢是在碟片(圖中紅色部分)內部保持恒定的溫度分布,避免了碟片的熱透鏡效應。棒狀系統(左圖)的熱變形會導致激光光束質量的下降。
半導體泵浦二極管技術的改進,目前碟片激光器的潛力尚未得到充分開發。第一代二極管泵浦一個碟片,只能產生1kW的激光功率,而用最新一代二極管泵浦,則可以產生4kW的激光功率。如果將多個單獨的碟片諧振腔集中在一起(見圖2),那么從理論上講,一個碟片激光器可以實現的總體激光功率將會無限大。現有的4個諧振腔的設計(見圖3),能夠立刻獲得16kW的激光功率,并且在提高激光功率的同時,沒有光束質量損失。
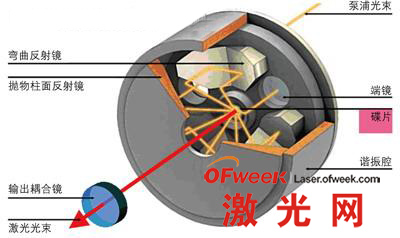
圖2:碟片激光器諧振腔的原理圖。來自二極管泵浦疊陣的泵浦光束,通過諧振腔內的反射鏡多次反射,最高可穿過碟片20次。然后,碟片將泵浦光“轉換”為可用于加工的激光光束。
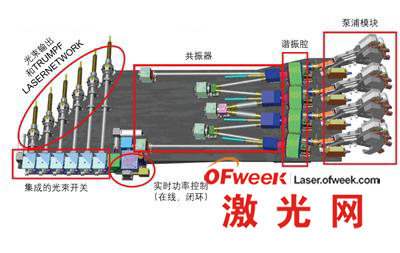
圖3:有4個諧振腔的碟片激光器,包括泵浦二極管、光學共振器、實時/閉環功率控制系統以及采用TRUMPF LASERNETWORK最高可轉換為6倍輸出功率的光束轉換裝置。
與傳統焊接技術相比,機器人激光掃描焊接技術可以提供高出數倍的生產效率。
采用YAG固體激光器進行焊接,已成為汽車制造過程中一項成熟可靠的工藝。該項工藝現廣泛用于車身和車架制造、傳動系統制造、車座制造和其他領域。
由于能夠進行光束共享以及可利用柔性激光電纜傳輸激光束,固體激光器可以輕松自如地與機器人共同使用。機器人的移動與光學掃描儀的動態運動緊密配合,可以實現高度靈活的機器人3D焊接工藝以及光學掃描儀所帶來的高生產率。
碟片激光器技術
固體激光器最初采用燈泵浦系統,然后逐漸發展到二極管激光器泵浦系統以及隨后的二極管泵浦碟片激光器和光纖激光器系統。固體激光器的演進,使得其功效和光束質量產生了巨大的飛躍。
固體激光器之所以能獲得如此重大的技術改進,主要原因在于采用了半導體激光器泵浦激光晶體。半導體激光器僅發射出一段波長的光,可以被激光晶體很好地吸收,此類系統的光-光轉換效率已經能達到如今碟片激光器的65%左右,從而使整個系統的電光轉換效率最高可達到30%。很顯然,與燈泵浦的系統相比,其效率大約提供了10倍。
碟片激光器的另一大優勢在于激光激活晶體本身的設計。對于棒狀系統(rod systems)來說,泵浦光所產生的熱量會導致熱透鏡效應,從而影響光束的預期質量。新型碟片激光器的設計,使晶體內部(碟片)的溫度保持恒定。圖1顯示了這兩種系統的不同。因而,采用碟片激光器所實現的光束質量將大大超過棒狀系統,由此可以將光束參數積(BPP)最高提高到6倍。
圖1:碟片激光器(右圖)的主要優勢是在碟片(圖中紅色部分)內部保持恒定的溫度分布,避免了碟片的熱透鏡效應。棒狀系統(左圖)的熱變形會導致激光光束質量的下降。
半導體泵浦二極管技術的改進,目前碟片激光器的潛力尚未得到充分開發。第一代二極管泵浦一個碟片,只能產生1kW的激光功率,而用最新一代二極管泵浦,則可以產生4kW的激光功率。如果將多個單獨的碟片諧振腔集中在一起(見圖2),那么從理論上講,一個碟片激光器可以實現的總體激光功率將會無限大。現有的4個諧振腔的設計(見圖3),能夠立刻獲得16kW的激光功率,并且在提高激光功率的同時,沒有光束質量損失。
圖2:碟片激光器諧振腔的原理圖。來自二極管泵浦疊陣的泵浦光束,通過諧振腔內的反射鏡多次反射,最高可穿過碟片20次。然后,碟片將泵浦光“轉換”為可用于加工的激光光束。
圖3:有4個諧振腔的碟片激光器,包括泵浦二極管、光學共振器、實時/閉環功率控制系統以及采用TRUMPF LASERNETWORK最高可轉換為6倍輸出功率的光束轉換裝置。
遠程激光焊接
由于碟片激光器的光束質量得到了改進,進而可以設計出新的具有更長焦距的光學加工頭,并且不會影響加工速度或焦點尺寸。例如,一個4kW碟片激光器的光束質量是一個4kW燈泵激光器光束質量的3倍,進而其焦距也可以是燈泵激光器的3倍,而且其焦點直徑仍可保持在適于深熔焊接的0.6mm左右。
新的光學焊接技術可以利用500mm或更長的焦距,因此將其稱為“遠程焊接”。更長的工作距離可以大幅降低激光污染,并延長防護玻璃的使用壽命,從而有利于降低運營成本。
高光束質量的激光器還可以增加光學掃描儀的場尺寸,從而可以通過由電機驅動的可以移動的反射鏡對光束進行定位。此類光學掃描儀的可編程性,可以實現在處理區域內對任何焊接形狀進行加工。由于這些反射鏡質量輕,所以它們非常靈活,因而在將光束從一個焊接位置重新定位到下一個焊接位置時,幾乎沒有時間損耗。
TRUMPF的可編程聚焦的光學儀器 PFO 3D,可以使所有軸對光束進行高速三維定位。所有這些軸可以在不到30ms的時間內將光束從一端重新定位到另一端。各個軸之間的協同運動,可實現直線、圓形或弧形等各種模式的焊接加工。
TRUMPF掃描儀控制器系統可以與機器人運動控制器進行耦合,與機器人的軸實現完全同步。這使得在進行極高速材料加工的同時,機器人可以移動光學掃描儀,從而擴大加工空間,并對部件進行三維接觸。
這種將兩種系統耦合在一起的技術稱之為“飛行加工”(processing-on-the-fly),這是目前最為高效的焊接技術。由于激光光束通過光學掃描儀可以極快地從一個焊接位置“跳”到另一個焊接位置,不會存在光束重新定位的時間損耗,機器人路徑的移動速率通常快于焊接工藝的有效加工速度。如果人們直接觀看整個焊接過程,肉眼將難以跟上焊接“電火花”的移動速度。
遠程焊接的實際應用
機器人激光掃描儀系統的焊接性能,在很大程度上取決于所應用的實際激光輸出功率(1~10kW)以及光學掃描儀的設計。一般來講,在所有其他因素保持不變的情況下,激光輸出功率越高,焊接速度越快。該技術已經廣泛用于汽車行業中可用來焊接0.6~1.5mm厚的薄金屬板。采用功率4kW的TRUMPF TruDisk Laser碟片激光器,用遠程焊接方式將兩塊1mm厚的薄金屬板焊接在一起,其有效焊接速度大約可達到100mm/s。其生產效率的實質性提高,主要得益于大幅縮短了將焦點從一個焊接位置重新定位到另一個焊接位置所用的時間。
利用軟件可對焊接模式進行自由編程。無論采用多大功率,TRUMPF TruDisk Laser碟片激光器進行一次C形焊接的時間均不會超過200ms,而電阻點焊工藝進行同樣焊接的時間一般都需要2s。各種實際應用經驗表明,碟片激光器焊接的生產率一般超過電阻點焊生產率的2~6倍。
高強度鋼的焊接
高強度鋼焊接是目前激光焊接的另一個主要應用領域。高強度鋼的屈服強度不斷增加,并已超過了1000MPa。從理論上講,鋼的強度越高,其對熱輸入的敏感性越高。由于激光器焊接比電阻點焊乃至MIG焊接的熱輸入更小,因此激光焊接仍然是高強度鋼焊接的首選方法。
鋅和激光凹槽
在焊接鋼材的時候,一個必須重點考慮的因素是鋅。目前,用于汽車車身制造的最新鋼板往往在兩側鍍鋅。當溫度達到大約900℃時,鋅通常會氣化,而鋅表面下的鋼卻根本沒有融化。因此,鍍在兩塊金屬板之間的兩層鋅,在焊接時會產生很大的蒸氣壓。如果金屬板之間沒有縫隙,蒸氣壓將導致熔化材料發生爆炸,絕大多數情況下是沖破上層的金屬板發生爆炸。這最終將可能影響焊接的效果,并可能發生泄漏。因此,必需有一個縫隙使蒸氣壓能夠從金屬板之間側向逃逸。
形成這種縫隙的方法多種多樣,但激光技術可以提供最為靈活的解決方案。在將兩塊金屬板焊接在一起之前,用于焊接的同一設備可首先用來做一種被稱為“激光凹槽”(Laser Dimpling)的加工。可以對激光參數進行調節,形成一個可再生的凹槽,深度通常為0.1~0.2mm。用戶可以在10ms以內采用同一設備,以極其低廉、高效的方式形成多個凹槽。