隨著全球經(jīng)濟發(fā)展和環(huán)保意識的提高,對耗電及環(huán)境污染極大的鋁行業(yè)提出了更高的要求.為提高鋁電解的技術(shù)指標(biāo)、降低能耗,改善鋁電解煙氣中氟對環(huán)境的污染,最終達(dá)到經(jīng)濟效益增長的目的,應(yīng)運產(chǎn)生了預(yù)焙陽極電解技術(shù),該技術(shù)使電解槽具備了向大型化發(fā)展的條件.而預(yù)焙陽極生產(chǎn)是該技術(shù)中基礎(chǔ)環(huán)節(jié),預(yù)焙陽極生產(chǎn)工藝、生產(chǎn)裝備和制品質(zhì)量,直接決定著電解鋁的質(zhì)量、成本和效益。
作為預(yù)焙陽極生產(chǎn)焙燒工序中的關(guān)鍵設(shè)備,不僅投資約占陽極總投資的30%,而且也是影響產(chǎn)品質(zhì)量、能耗和環(huán)境的重要環(huán)節(jié).隨著科學(xué)技術(shù)發(fā)展焙燒爐建造的材料及技術(shù)日趨成熟,我國目前已完全能建造性能良好的焙燒爐E2J.
但是,目前世界上還沒有成熟的焙燒爐控制系統(tǒng),最先進的技術(shù)是法國A.P公司的陽極焙燒控制系統(tǒng).我國大型鋁廠的陽極焙燒爐一般采用敞開式焙燒爐,基本上仍處于日輕焙燒爐的技術(shù)水平上,能耗高,生產(chǎn)能力低下、爐溫控制精度偏低、煙氣排量大。在國家有關(guān)“走新型工業(yè)化道路的方向,以信息化帶動工業(yè)化,以工業(yè)化促進信息化,增強自主創(chuàng)新能力”的要求下,鋁行業(yè)各企業(yè)積極開展陽極炭素焙燒技術(shù)改造工作.
1 陽極炭素焙燒系統(tǒng)
1.1陽極炭素焙燒系統(tǒng)構(gòu)成及其功能
陽極炭素焙燒系統(tǒng)主要由生塊編組系統(tǒng)、重油系統(tǒng)、窯爐焙燒系統(tǒng)、熟塊解組系統(tǒng)及煙氣凈化系統(tǒng)構(gòu)成.生塊編組系統(tǒng)是將成型車間制造且已壓制成型的陽極生炭塊通過鏈?zhǔn)捷斔蜋C、輥式輸送機輸送至編組站進行編組,編成正反(炭碗)相間的組,供天車裝爐;重油系統(tǒng)是將油庫或油車中重油輸送到重油儲罐,并對重油儲罐進行保溫、壓力及液位控制,再將任意一個重油儲罐中重油通過重油泵以一定壓力和流量注入焙燒車間重油運輸管道,輸送到焙燒爐面出油 口, 供燃燒架系統(tǒng)使用; 窯爐焙燒系統(tǒng)包括燃燒架系統(tǒng)及排煙架系統(tǒng) 2部分 , 燃燒架系統(tǒng)是將重油系統(tǒng)送來的重油, 經(jīng)過增壓泵提高重油壓力, 并通過電加熱器及 電拌熱裝置保持重油溫度在一定范圍之內(nèi), 再將增壓后重油送人燃燒架的燃燒器, 按升溫曲線要求通過控制器控制電磁脈沖閥噴射頻率將重油噴人爐室 , 經(jīng)過燃燒使 陽極炭塊按預(yù)定溫升 曲線升溫, 以使生塊中粘結(jié)用瀝青及其成分滲出, 炭塊中伴隨著發(fā)生相應(yīng)物理化學(xué)反應(yīng) , 使炭塊 的性能達(dá)到 電解 陽極要求. 排煙架系統(tǒng)是通過利用燃燒后煙氣余熱使生塊按預(yù)定升溫曲線預(yù)熱, 使生塊在規(guī)定時問內(nèi)達(dá)到焙燒初始溫度, 并控制煙氣的壓力及電動閥開度使重油能充分燃燒 ; 熟塊 解組 系統(tǒng)是將 已完成規(guī)定時間焙燒的陽極熟炭塊通過鏈?zhǔn)捷斔蜋C輸送 至解組站進行解組 , 再通過輥式輸送機運送 至成品庫 ; 煙氣凈化系統(tǒng)將焙燒 爐產(chǎn)生燃燒后煙氣經(jīng)過地下環(huán)形煙道送入煙氣凈化裝置處理以達(dá)到環(huán)保要求. 有關(guān)陽極焙燒生產(chǎn)設(shè)備及技術(shù)要求的詳細(xì)介紹見文獻[ 4 ] .
1.2陽極炭素焙燒DCS系統(tǒng)
由于整個焙燒系統(tǒng)生產(chǎn)及控制設(shè)備分散在不同地點,且工藝復(fù)雜、控制要求高、控制難度大,因此在現(xiàn)場控制層,將各子系統(tǒng)歸人不同的控制站,采用PIC及HMI實現(xiàn)分散控制和監(jiān)視,以達(dá)到工藝和控制要求及保證可靠性;在監(jiān)控層則應(yīng)根據(jù)各子系統(tǒng)功能及其重要性合理配置監(jiān)控計算機及輔助設(shè)備,以實現(xiàn)各控制站之間的監(jiān)控及協(xié)調(diào)工作,最終實現(xiàn)基于PLC的DCS控制方案.據(jù)上述原則,現(xiàn)場控制站分為9個,即生塊編組控制站(AC1)、熟塊解組控制站(AC2)、重油系統(tǒng)控制站(AC3)、煙氣凈化控制站(AC4)、1號排氣架控制站(AC5)、2號排氣架控制站(AC6)、I號燃燒架控制站(ACT)、2號燃燒架控制站(AC8)及3號燃燒架控制站(AC9),其中1號排氣架控制站(AC5)與2號排氣架控制站(AC6)為“一用一備”.監(jiān)控站為4個,分別是陽極生塊編組監(jiān)控站、陽極熟塊解組監(jiān)控站、窯爐公用監(jiān)控站及窯爐焙燒監(jiān)控站.
為保證控制方案的可靠實現(xiàn),采用了功能完善、安全可靠的硬件及軟件體系.以TE系列電氣元件結(jié)合配電綜合自動化技術(shù)實現(xiàn)系統(tǒng)可靠的供配電;以SchneiderQuantum系列PIC、Magelis系列HMI、研華工控機及配套監(jiān)控軟件實現(xiàn)現(xiàn)場控制站及監(jiān)控站;以國際著名公司的常規(guī)儀表設(shè)備實現(xiàn)信號的精確檢測.為了實現(xiàn)4個監(jiān)控站與9個現(xiàn)場控制站之間的數(shù)據(jù)通訊,以及與企業(yè)Intranet之間的生產(chǎn)數(shù)據(jù)交互,尚需構(gòu)建通訊系統(tǒng).由于陽極炭素焙燒系統(tǒng)為正常情況下24h連續(xù)工作,控制中需要多個控制站之間數(shù)據(jù)交換,因此必須保證控制系統(tǒng)之間有快速可靠的通訊方式,同時要考慮與企業(yè)Intranet網(wǎng)絡(luò)兼容及易于實現(xiàn)、擴展等因素,因此在通訊系統(tǒng)中決定采用1OM/1OOM自適應(yīng)雙重冗余工業(yè)現(xiàn)場以太網(wǎng)絡(luò)技術(shù).
2 雙重冗余工業(yè)以太網(wǎng)技術(shù)應(yīng)用
2.1工業(yè)以太網(wǎng)技術(shù)
工業(yè)以太網(wǎng)技術(shù)是成熟以太網(wǎng)技術(shù)在控制網(wǎng)絡(luò)延伸的產(chǎn)物,同時也是控制技術(shù)對現(xiàn)場設(shè)備通信性能要求提高的必然結(jié)果[5].近年來,隨著現(xiàn)場總線應(yīng)用領(lǐng)域的擴展和建立企業(yè)信息系統(tǒng)的需求,加之以太網(wǎng)技術(shù)的具有標(biāo)準(zhǔn)開放、結(jié)構(gòu)簡單、技術(shù)更新速度快及網(wǎng)絡(luò)可平滑升級等優(yōu)點,工業(yè)以太網(wǎng)在現(xiàn)場總線中迅速崛起并不斷發(fā)展.眾多的組織和廠商在解決普通以太網(wǎng)技術(shù)應(yīng)用到工業(yè)環(huán)境下控制網(wǎng)絡(luò)的過程中,根據(jù)其技術(shù)特點和歷史原因出現(xiàn)了多種工業(yè)以太網(wǎng)技術(shù).目前主流的工業(yè)以太網(wǎng)有:①由Modbus~IDA/施耐德電氣(SchneiderElectric)公司提出的Modbus/TCP;②由控制網(wǎng)國際組織CI(ControlNetInternational,CI)和開放式設(shè)備網(wǎng)供貨商協(xié)會ODVA(OpenDeviceNetVendorsAsso—ciation,ODVA)/羅克韋爾自動化(RockwellAuto—marion)公司提出的EtherNet/IP;③由Profibus用戶組織PN0(ProfibusNutzerOrganization,PNO)/西門子(Siemens)公司提出的Profinet;④由現(xiàn)場總線基金會FF(Field—busFoundation)提出的HSE.Modbus/TCP是Modbus的延伸,基于以太網(wǎng)和標(biāo)準(zhǔn)TCP/IP協(xié)議,并將Modbus協(xié)議直接應(yīng)用到第4層,實時擴展采用了在UDP上的實時發(fā)布者預(yù)訂者RTPS(Real—timePublisherSubscriber,RTPS),構(gòu)成一個結(jié)構(gòu)簡單的、開放和廣泛應(yīng)用的傳輸協(xié)議.采用星型拓?fù)浣Y(jié)構(gòu),支持10Mb/s、100Mb/s和1000Mb/s設(shè)備,可構(gòu)成幾乎無限規(guī)模的網(wǎng)絡(luò).正是由于Modbus/TCP的這些特點,使得其在工業(yè)現(xiàn)場的應(yīng)用越來越廣泛.有關(guān)其余幾種以太網(wǎng)技術(shù)詳細(xì)介紹見文獻[6].
2.2工業(yè)以太網(wǎng)冗余技術(shù)
由于惡劣的工業(yè)環(huán)境,使得工業(yè)控制網(wǎng)絡(luò)比商用網(wǎng)絡(luò)提出了更高的可靠性要求,導(dǎo)致工業(yè)以太網(wǎng)的冗余技術(shù)應(yīng)運而生.工業(yè)自動化中的以太網(wǎng)冗余技術(shù)包括:電源冗余、介質(zhì)冗余、網(wǎng)絡(luò)節(jié)點冗余、網(wǎng)絡(luò)冗余及系統(tǒng)冗余等內(nèi)容.
控制系統(tǒng)的基本冗余要求就是通信網(wǎng)絡(luò)每一部分在出現(xiàn)電源故障后都能夠連接到后備電源上,一旦停電,后備電源就開始接替供電,并且通過E—mail或者繼電器輸出向管理人員發(fā)送電源故障警報.介質(zhì)冗余可以在部分網(wǎng)絡(luò)不可用時構(gòu)成一條備用路徑,常用方法是使用雙星型拓?fù)錁?gòu)建即時可用的自動化系統(tǒng)網(wǎng)絡(luò).
網(wǎng)絡(luò)節(jié)點冗余是使與設(shè)備連接的交換機必須要構(gòu)建雙網(wǎng)絡(luò)節(jié)點,2個網(wǎng)絡(luò)節(jié)點都必須連接到雙引導(dǎo)的控制器上.當(dāng)災(zāi)難發(fā)生的時候,為保證系統(tǒng)正常運行,控制器確保與終端連接,2個以太網(wǎng)界面均應(yīng)連接到2個冗余交換機上,并選擇較穩(wěn)定的一條作為主路徑.網(wǎng)絡(luò)冗余即架構(gòu)一個所有設(shè)備都有冗余功能的網(wǎng)絡(luò).一個完全的冗余系統(tǒng)包含:冗余交換機、冗余通信端口和一對冗余設(shè)備.所有的以太網(wǎng)設(shè)備和工作站都必須要連接到2個獨立的網(wǎng)絡(luò)環(huán)路中去.完全系統(tǒng)冗余可以形成一個數(shù)據(jù)流失最少、具備快速冗余時間的可靠網(wǎng)絡(luò).
2.3雙重冗余工業(yè)以太網(wǎng)在陽極焙燒DCS中實現(xiàn)
為構(gòu)建10M/100M自適應(yīng)雙重冗余工業(yè)現(xiàn)場以太通訊網(wǎng)絡(luò),必須選擇匹配的網(wǎng)絡(luò)類型并進行合理的冗余配置.
首先,選擇工業(yè)以太網(wǎng)類型必須考慮與已有的控制平臺匹配及各類網(wǎng)絡(luò)的特點.由于控制平臺采用SchneiderQuantum系列PLC,且Quantum系列PLC具有基于Modbus/TCP協(xié)議的工業(yè)以太網(wǎng)通訊模塊NOE77l1O,同時Modbus/TCP工業(yè)以太網(wǎng)由于具有簡單、高效的特點,并且在考慮初始投資和充分利用現(xiàn)有資源上有明顯優(yōu)勢.因此,系統(tǒng)中采用NOE771lO以太網(wǎng)模塊實現(xiàn)基于Modbus/TCP協(xié)議的10M/100M自適應(yīng)工業(yè)以太網(wǎng).
其次,為保證通訊網(wǎng)絡(luò)的可靠性,根據(jù)現(xiàn)場的實際情況對控制網(wǎng)絡(luò)設(shè)備要進行合理的冗余.①電源可靠性:為保證網(wǎng)絡(luò)設(shè)備的電源能正常,因此所有的PLC控制器、監(jiān)控計算機及交換機的電源均采由UPS供電.②設(shè)備冗余:在每個控制站PLC中均配置2塊10M/100M自適應(yīng)NOE77110以太網(wǎng)模塊,在交換設(shè)備中配置2臺Ciscol6口交換機,在每一臺監(jiān)控計算機中均配置2塊3Corn以太網(wǎng)卡.由于已經(jīng)進行了網(wǎng)絡(luò)設(shè)備的冗余,使得每個設(shè)備間的通訊均存在冗余通路,從而對每一個設(shè)備的通訊介質(zhì)不需再進行冗余配備.通過上述冗余技術(shù)最終實現(xiàn)了基于Modbus/TCP協(xié)議的雙重冗余星型10M/100M自適應(yīng)工業(yè)以太網(wǎng).系統(tǒng)的結(jié)構(gòu)圖如圖1所示.
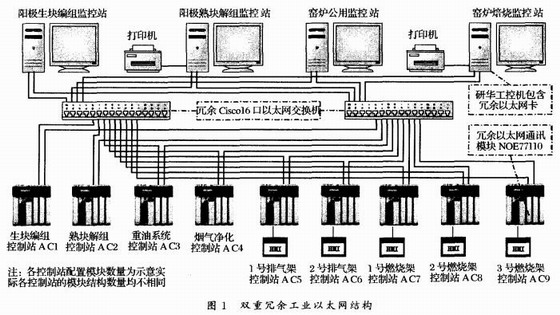
從圖1可以看出,通訊系統(tǒng)的可靠性通過冗余技術(shù)得以保證,若系統(tǒng)其中一個通訊通道中設(shè)備出現(xiàn)任何的故障,可以通過軟件切換至另一個通訊通道;若2個通訊通道均有設(shè)備出現(xiàn)故障,則只需要通過手工合理調(diào)整通訊介質(zhì)的接插位置即可恢復(fù)通訊.通訊系統(tǒng)的快速性通過網(wǎng)絡(luò)硬件設(shè)備及通訊協(xié)議得以保證.
通過現(xiàn)場實際運行,基于Modbus/TCP協(xié)議雙重冗余的星型10M/100M自適應(yīng)工業(yè)以太通訊網(wǎng)絡(luò)為陽極炭素焙燒控制系統(tǒng)提供了可靠的通訊平臺.此外,該網(wǎng)絡(luò)還具備其他可擴展的功能:①通過NOE77110以太網(wǎng)模塊中內(nèi)置的HttpServer服務(wù)功能,能實現(xiàn)遠(yuǎn)程的故障診斷和修復(fù)功能,實現(xiàn)了真正意義上的“透明工廠”.②提供了通用的通訊平臺,為將來系統(tǒng)的擴展提供了便利條件,例如,在后續(xù)的成型車間技術(shù)改造時,只要添加以太網(wǎng)通訊模塊即可實現(xiàn)整個焙燒工段所有數(shù)據(jù)共享.③通過引入以太網(wǎng)技術(shù),為企業(yè)實現(xiàn)CIMS或ERP技術(shù)提供了設(shè)備層的所有數(shù)據(jù),避免了“自動化”孤島,能與企業(yè)的MIS系統(tǒng)實現(xiàn)無縫連接.
3 結(jié)語
近幾年工業(yè)以太網(wǎng)技術(shù)有了長足進步,采用星型連接代替總線型、使用以太網(wǎng)交換技術(shù)、全雙工通訊技術(shù)及虛擬局域網(wǎng)技術(shù)等措施,使得以太網(wǎng)通信的實時性及確定性得以保證;從物理層及協(xié)議等方面完善以太網(wǎng)絡(luò),達(dá)到了工業(yè)要求的高可靠性;通過引入網(wǎng)關(guān)和防火墻技術(shù)保證以太網(wǎng)絡(luò)的信息安全性,并通過引入常見的隔爆防爆技術(shù)保證以太網(wǎng)絡(luò)的生產(chǎn)安全性嗍;通過國際組織及各公司的共同合作,加強各類以太網(wǎng)絡(luò)的互操作性,推動網(wǎng)絡(luò)體系的標(biāo)準(zhǔn)化.
總之,隨著工業(yè)以太網(wǎng)技術(shù)的成熟和統(tǒng)一,工業(yè)以太網(wǎng)技術(shù)應(yīng)用將會越來越廣泛為自動化技術(shù)的實現(xiàn)提供更為強大的可靠的保證,將在國家“以信息化帶動工業(yè)化”的進程中發(fā)揮越來越重要作用.
參考文獻:
[1]崔東生.我國鋁用炭素的發(fā)展方向及提高其質(zhì)量的措施[J].礦業(yè)研究與開發(fā),2003,23(S1):56—59.
[2]孫毅,崔東生,徐英第.我國鋁用炭素發(fā)展方向與措施[J].輕金屬,2003,23(7):45—48.
[3]王曉斌.焙燒爐溫度自動控制系統(tǒng)[J].炭素技術(shù),1997,16(6):34—37.
[4]劉潔.陽極焙燒技術(shù)的新工藝及裝備口].輕金屬,2003,23(1):47—51.
[5]陽憲惠.工業(yè)數(shù)據(jù)通信與控制網(wǎng)絡(luò)[M].北京:清華大學(xué)出版社,2003.
[6]佟為明,劉勇,趙志衡.幾種主流工業(yè)以太網(wǎng)[J].低壓電器,2005。260(6):41—43.
http://www.chuandong.com/publish/tech/thesis/2009/4/thesis_0_43_6928.html
